Selbstherstellung von Kegelrädern
Einleitung
Worum geht es in diesem Beitrag? Es wird die Herstellung von Kegelradpaaren beschrieben, bei denen die Achsen der Räder in einer Ebene liegen und einen Winkel von 90 Grad miteinander bilden. Die Kegelräder werden mit handelsüblichen Modulfräsern auf einer Fräsmaschine unter Zuhilfenahme eines Teilapparates hergestellt.
Wie schon gesagt, beziehen sich die Ausführungen in diesem Beitrag zunächst auf Kegelräder, deren Achsen einen Winkel von 90 Grad miteinander bilden. Diese Beschränkung ist jedoch nicht zwingend. In einem Nachtrag am Ende dieses Beitrags habe ich auch den Fall betrachtet, dass die Achsen sich unter einem Winkel ungleich 90 Grad schneiden.
Man kann zu Recht einwenden, dass eine exakte Herstellung von Kegelradpaaren mit den beschriebenen Mitteln nicht möglich ist. Es gibt aber ein Verfahren, mit dem eine angenäherte Herstellung möglich ist. Die so erzeugten Kegelräder sind vollkommen ausreichend, wenn nur niedrige Drehzahlen vorliegen und nur geringe Kräfte übertragen werden müssen. Dies ist bei unseren Hobbyanwendungen im allgemeinen der Fall.
Warum nicht fertige Kegelradpaare kaufen? Gegen einen Kauf spricht natürlich nichts, wenn das gewünschte Kegelradpaar im Handel verfügbar ist. Es kommt jedoch vor, dass man ungewöhnliche Übersetzungsverhältnisse benötigt. Oder aber man hat ein Getriebe, wo eines der Kegelräder mit mehreren anderen Kegelrädern im Eingriff steht. Letzteres Beispiel stellt ein Problem dar, da Kegelräder i.a. nur Paarweise verkauft werden. In beiden Fällen wird man sich schwer tun, die benötigten Kegelräder im Handel zu erwerben.
Berechnung der Kegelradgeometrie
Das hier angewendete Verfahren zur Herstellung von Kegelrädern ist in dem Buch „Das Berechnen von Zahnrädern und Getriebe-Verzahnungen“ von Ernst Widmer beschrieben. Die dort angegebenen Formeln sind umfangreich; teilweise gibt es auch Druckfehler. Ich habe daher die folgende Beschreibung auf das Wesentliche reduziert.
Zunächst muss der Modul m der Zahnräder festgelegt werden. Die Wahl wird in erster Linie durch die vorhandenen Modulfräser bestimmt werden. Dieser Modul ist der Modul an der Innenseite der Zahnräder. Bei der Modulangabe von Kegelrädern wird üblicherweise der Modul an der Außenseite der Kegelräder angegeben. Das soll uns aber nicht stören. Danach müssen die Zähnezahlen z1 und z2 der beiden Kegelräder festgelegt werden. Sie werden durch das gewünschte Übersetzungsverhältnis bestimmt. Es ist jedoch so, dass abhängig vom Teilkegelwinkel der Kegelräder bestimmte Zähnezahlen nicht unterschritten werden dürfen. Dazu später mehr. Als letztes muss die Zahnbreite b der Kegelräder festgelegt werden. Die Zahnbreite in Millimeter sollte nicht größer als 10 * m sein.
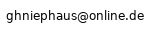
Mit diesen 4 Angaben (Modul m, Zähnezahlen z1 und z2, Zahnbreite b) ist die Verzahnungsgeometrie der Kegelräder festgelegt. In Bild 1 ist ein Kegelradpaar dargestellt; Bild 2 zeigt ein einzelnes Kegelrad jeweils mit den relevanten Bemaßungen. Es kommt in den Zeichnungen nur auf die Verzahnungsgeometrie an. Die Ausgestaltung der Nabe kann natürlich individuell den jeweiligen Gegebenheiten angepasst werden. Man sieht auf den Zeichnungen, dass die Zahnhöhe dieser Kegelräder über die ganze Zahnbreite gleich ist.
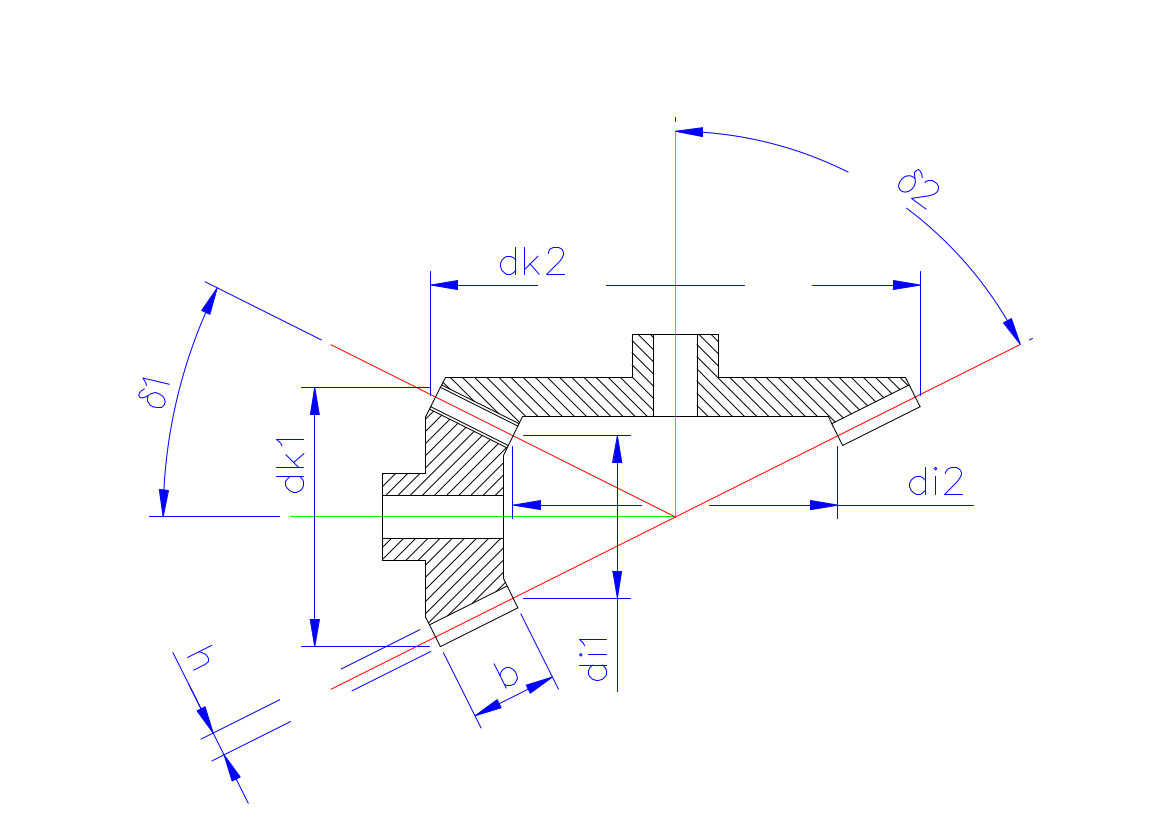
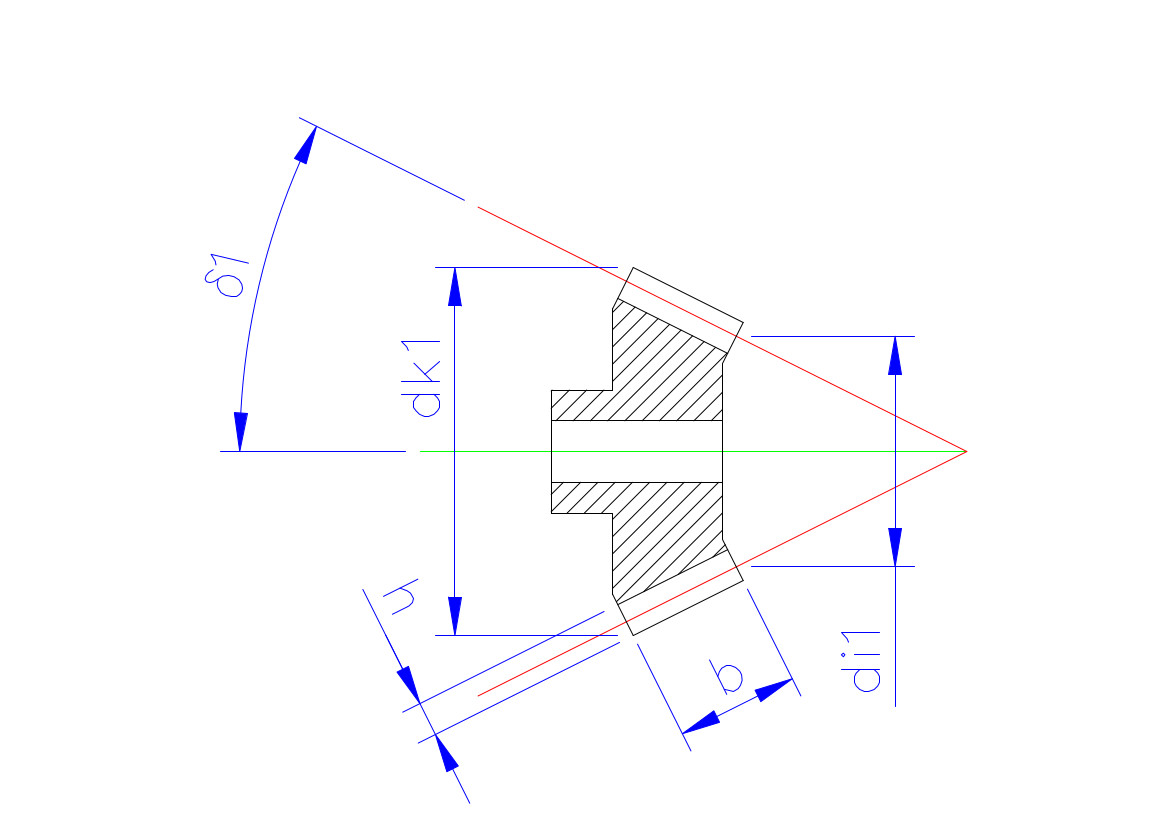
Wie berechnen sich die in den Zeichnungen dargestellten Größen? In Bild 3 sind die Berechnungsformeln angegeben.
Der Durchmesser des Teilkreises innen di1 bzw. di2 ist durch Formel (1) festgelegt; der Teilkegelwinkel δ1 bzw. δ2 ist durch Formel (2) gegeben. Zusammen mit dem Kopfkreisdurchmesser dk1 bzw. dk2 aus Formel (3) und der Zahnhöhe h aus Formel (4) ergeben sich die Daten für das Drehen der Rohlinge der Kegelräder. Dabei ist die Zahnhöhe zunächst nur insofern von Bedeutung, als genügend Platz in der Tiefe für das spätere Fräsen der Zähne vorhanden sein muss.
Beschreibung des Fräsvorgangs
Das Fräsen der Zähne der Kegelräder geschieht in 3 Durchgängen. Jede Zahnlücke wird also drei mal mit unterschiedlichen Einstellungen gefräst. Der Teilapparat wird so auf dem Frästisch platziert, dass seine Achse mitsamt dem eingespannten Kegelradrohling horizontal liegt. Für Teilkegelwinkel größer als 45 Grad wird der Teilapparat so gedreht, dass seine Achse den Teilkegelwinkel mit der y-Achse des Frästisches bildet. Dadurch wird erreicht, dass eine Zustellung entlang der y-Achse des Frästisches beim Fräsen die Zahnlücke erzeugt. Die Zustellung entlang der x-Achse des Frästisches ergibt die Zahnhöhe. Für Teilkegelwinkel kleiner als 45 Grad empfiehlt es sich wegen der besseren Montierbarkeit des Teilapparates, die Rollen von x- und y-Achse des Frästisches zu vertauschen. Die z-Achse des Frästisches wird so eingestellt, dass der in der Fräse eingespannte Modulfräser auf der Höhe der Achse des Teilapparates liegt.
Welcher der 8 Modulfräser muss zum Fräsen benutzt werden? Die Auswahl des richtigen Modulfräsers erfolgt mittels der ideellen Zähnezahlen zi1 bzw. zi2 aus Formel (5), nicht mit den tatsächlichen Zähnezahlen z1 bzw. z2.
Der 1. Fräsgang beginnt mit einem beliebigen Startwinkel. Durch Zustellung entlang der y-Achse des Frästisches wird die erste Zahnlücke mit der Tiefe h gefräst. Nach dem Fräsen der ersten Zahnlücke wird der Teilapparat um den Winkel α1 bzw. α2 aus Formel (6) weiter gedreht und die zweite Zahnlücke gefräst. Das Ganze wird fortgesetzt, bis wieder der Startwinkel erreicht ist. Nun sind alle Zahnlücken im ersten Durchgang gefräst.
Das Ziel des 2. und 3. Fräsganges ist es, die Zahnlücke außen zu verbreitern, innen jedoch unverändert zu lassen. Dazu wird für den 2. Fräsgang der Startwinkel um den Wert β1 bzw. β2 aus Formel (7) erhöht. Gleichzeitig wird die Höheneinstellung (z-Achse der Fräse) des Modulfräsers um den Betrag dh aus Formel (8) so geändert, dass der Fräser die Zahnlücke innen nicht verändert. Wenn also die Änderung des Startwinkels β1 bzw. β2 bewirkt hat, dass die Zahnlücke nach oben gewandert ist, so muss auch die Höhenverstellung dh nach oben erfolgen.
Nachdem so die Ausgangseinstellungen erfolgt sind, wird der 2. Fräsdurchgang ausgeführt, wobei nach Fräsen einer Zahnlücke der Winkel am Teilapparat um α1 bzw. α2 verstellt wird. Nachdem alle Zahnlücken gefräst sind, kann der dritte Durchgang beginnen. Dazu wird der Startwinkel um den Wert β1 bzw. β2 erniedrigt; also der aktuelle Winkel um 2 mal β1 bzw. β2 erniedrigt. Die z-Achse der Fräse wird um 2 mal den Wert dh verstellt. Insgesamt muss die Verstellung von Winkel am Teilapparat und z-Achse der Fräse wieder so erfolgen, dass die Zahnlücke innen beim 3. Fräsgang unverändert bleibt. Der dritte Fräsgang kann erfolgen.
Um die Berechnung der für das Drehen des Rohlings und das Fräsen der Zähne benötigten Daten zu vereinfachen, habe ich eine Tabelle in einem Tabellenkalkulationsprogramm erstellt; siehe Bild 4.
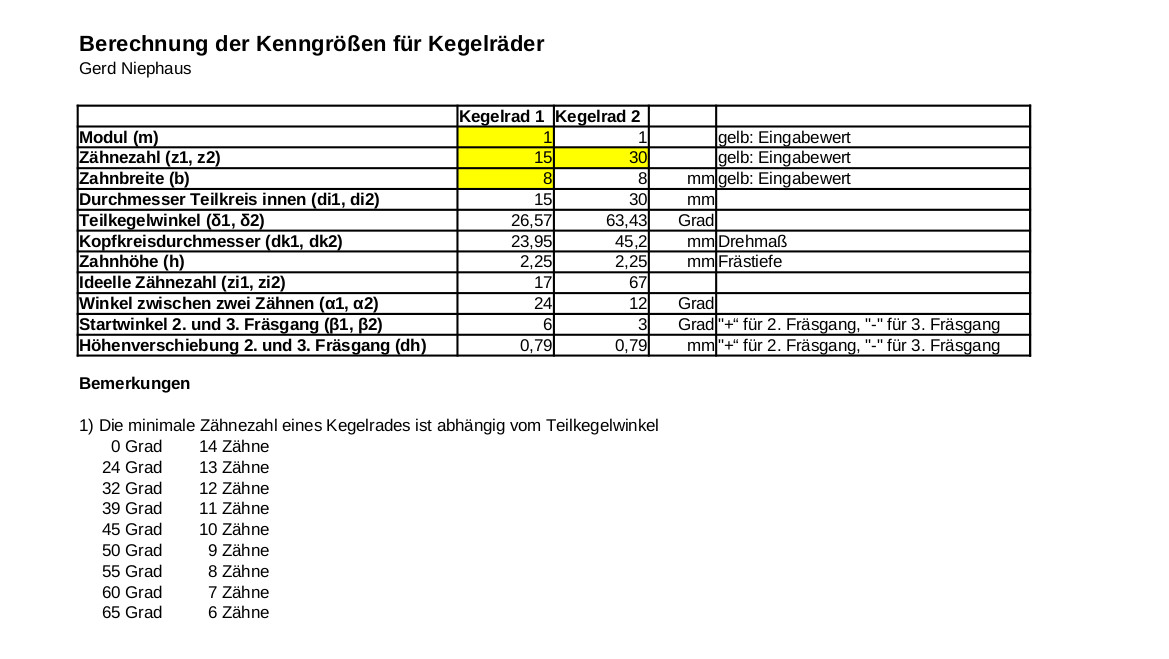
Damit erfolgt nach Eingabe der Eingangsgrößen Modul m, Zähnezahlen z1 und z2 und Zahnbreite b die Berechnung aller Werte, die in Bild 3 aufgelistet sind. In der Tabelle sind auch die minimal zulässigen Zähnezahlen eines Kegelrades in Abhängigkeit vom Teilkegelwinkel aufgelistet.
In den Formeln (6) und (7) wurde jeweils ein Winkel angegeben. Dies ist praktisch, wenn der Teilapparat mit einem Schrittmotor und einer Steuerung ausgerüstet ist, bei der direkt ein Winkel eingegeben werden kann. Was macht man jedoch, wenn der Teilapparat mit Teilscheiben ausgerüstet ist? Der Winkel α1 bzw. α2 entspricht dem Winkel zwischen zwei Zähnen. Man sucht also bei Benutzung von Teilscheiben in der Beschreibung der Teilscheiben die Teilscheibe heraus, die zum Fräsen der gewünschten Zähnezahl benutzt werden muss. Der Winkel β1 bzw. β2 beträgt jeweils gerade ¼ des Winkels α1 bzw. α2. Damit dieser Winkel an der Teilscheibe einstellbar ist, muss die gesamte Lochzahl für α1 bzw. α2 natürlich durch 4 teilbar sein. Ist dies nicht der Fall, so muss man eine Teilscheibe mit höherer Lochzahl benutzen, bei der die Teilbarkeit durch 4 gegeben ist.
Praktische Durchführung
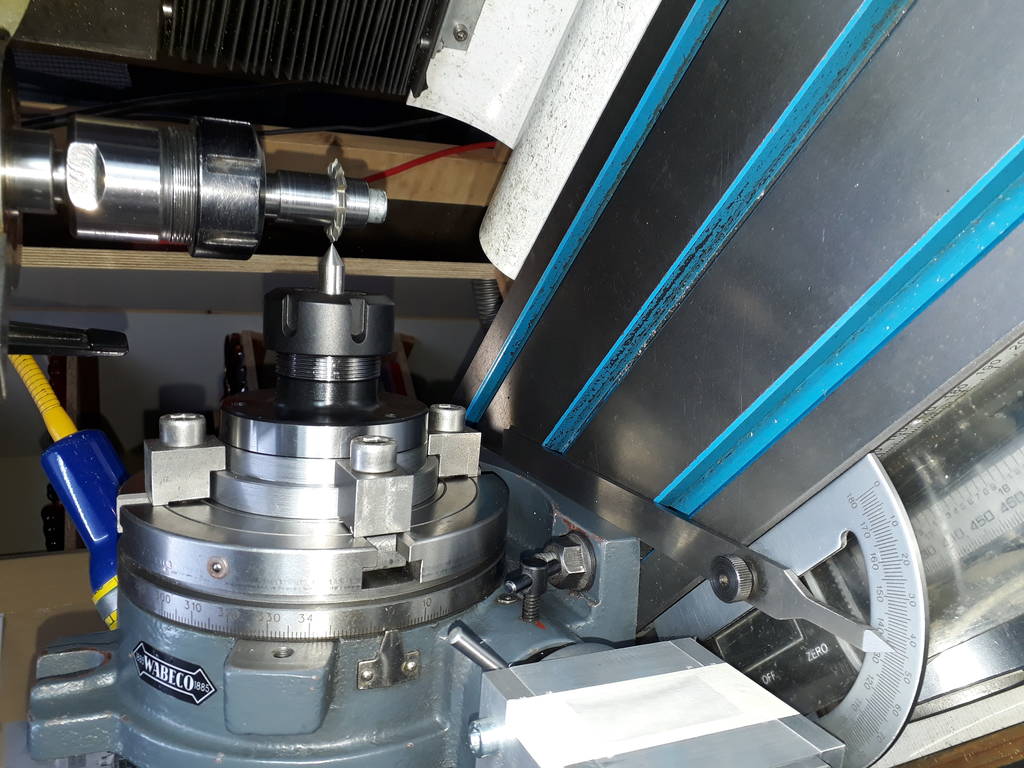
Im folgenden wird der Herstellungsprozess noch einmal mit einigen Bildern veranschaulicht. Bild 5 zeigt die Ausrichtung des Teilapparates auf dem Frästisch und die Höheneinstellung der z-Achse der Fräse.
In Bild 6 sieht man das Ankratzen des Kegelradrohlings mit dem Modulfräser, um den Ausgangspunkt für die Frästiefe zu ermitteln. Danach erfolgt das Einstellen der Frästiefe und das Fräsen aller Zähne durch ein wechselndes Verfahren des Frästisches und eine Winkelverstellung um den Winkel α1 bzw. α2 des Teilapparates.
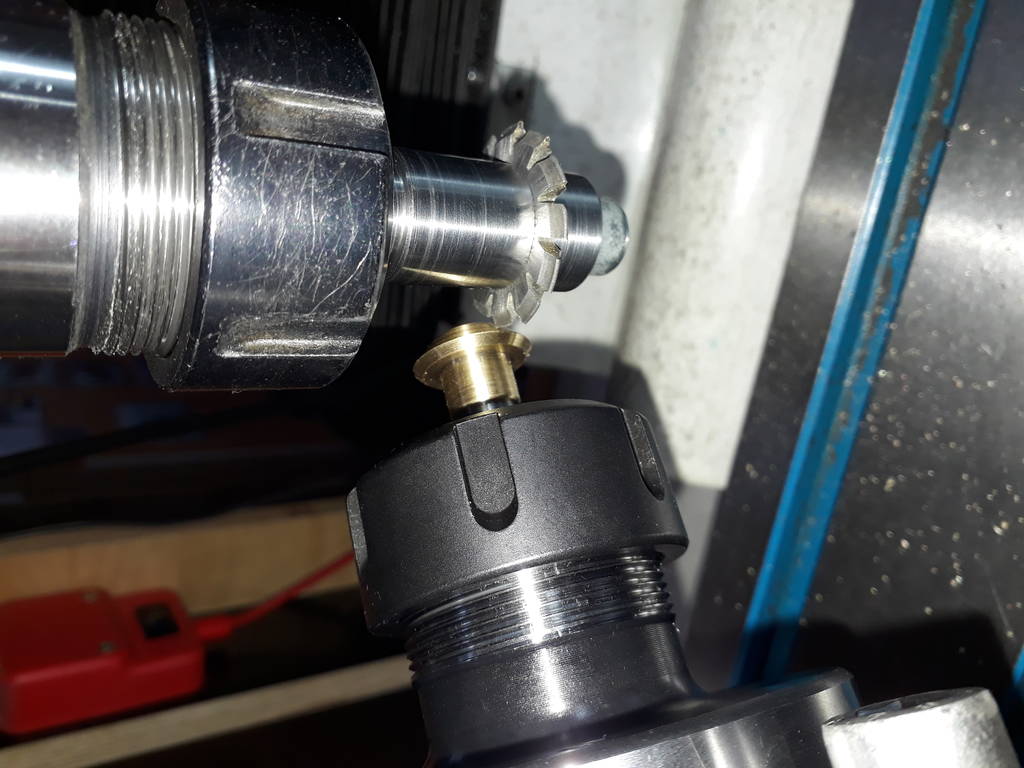
Bild 7 zeigt das Kegelrad nach dem 1. Fräsgang. Man sieht, das die Zahnlücken innen und außen gleich breit sind und die Zahnrücken stark dreieckig sind. Dies wird durch den 2. und 3. Fräsgang korrigiert.
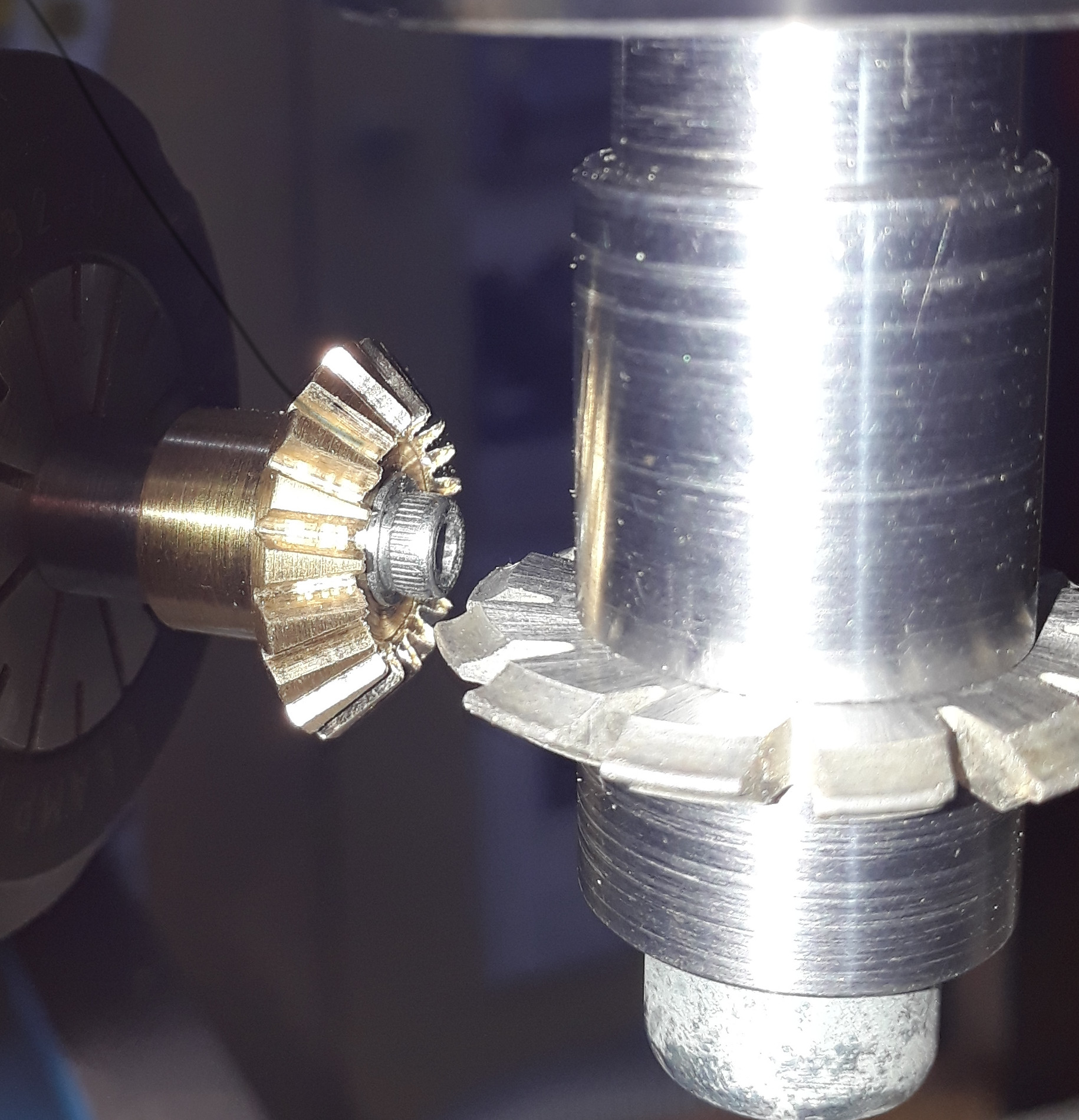
Bild 8 zeigt das Kegelrad nach dem 2. und 3. Fräsgang. Die Zahnlücken werden nun auch nach außen hin breiter.

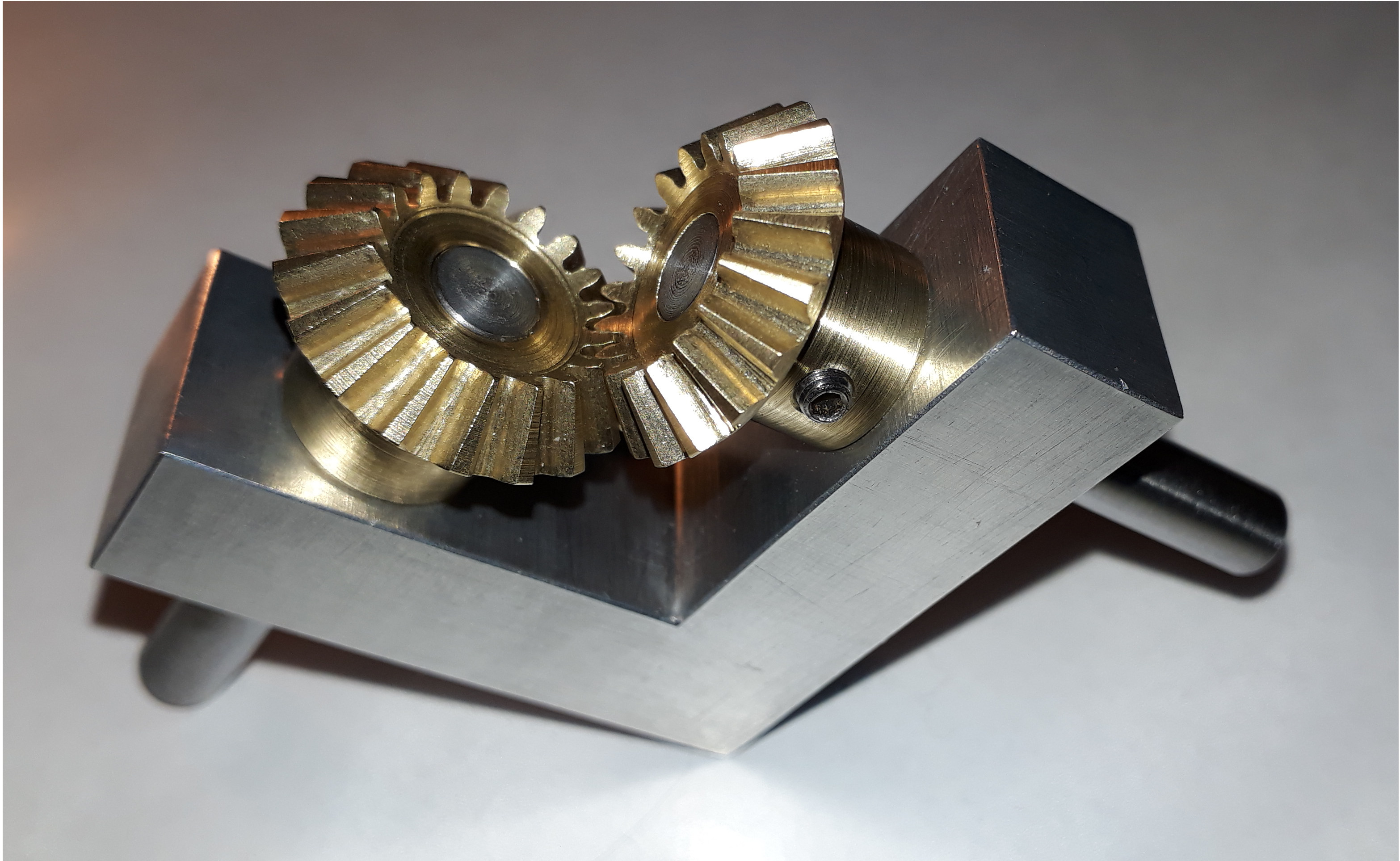
In Bild 9 schließlich sieht man den Zusammenbau zweier gleicher Kegelräder in einem Kegeltrieb.
Literatur
Ernst Widmer, Das Berechnen von Zahnrädern und Getriebe-Verzahnungen, Birkhäuser Verlag, 1981, ISBN 3-7643-1276-9
Tabellenkalkulation
Bei Bedarf kann die Tabellenkalkulation bei mir per email angefordert werden.
Nachtrag: Die Achsen der Kegelräder schneiden sich unter einem Winkel ungleich 90 Grad
Falls die Achsen der Kegelräder sich nicht unter 90 Grad schneiden, ergibt sich:
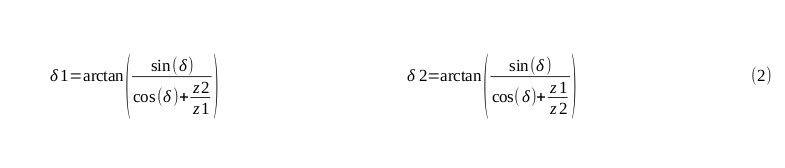
In Bild 10 ist δ der Winkel zwischen den Achsen der Kegelräder; z1 und z2 sind die Zähnezahlen der Kegelräder und m ist der Modul. Die in Bild 3 angegebene Formel (2) ist jetzt durch die Formel (2) aus Bild 10 zu ersetzen; ansonsten ändert sich nichts. Bei der Anwendung dieser Formel muss man aufpassen: Erstens kann der Nenner im Argument des arctan Null werden. Das bedeutet dann, dass der Winkel δ1 bzw. δ2 90 Grad ist. Zweitens kann sich für δ1 bzw. δ2 ein negativer Winkel ergeben. In dem Fall muss man 180 Grad zu dem berechneten Winkel addieren.
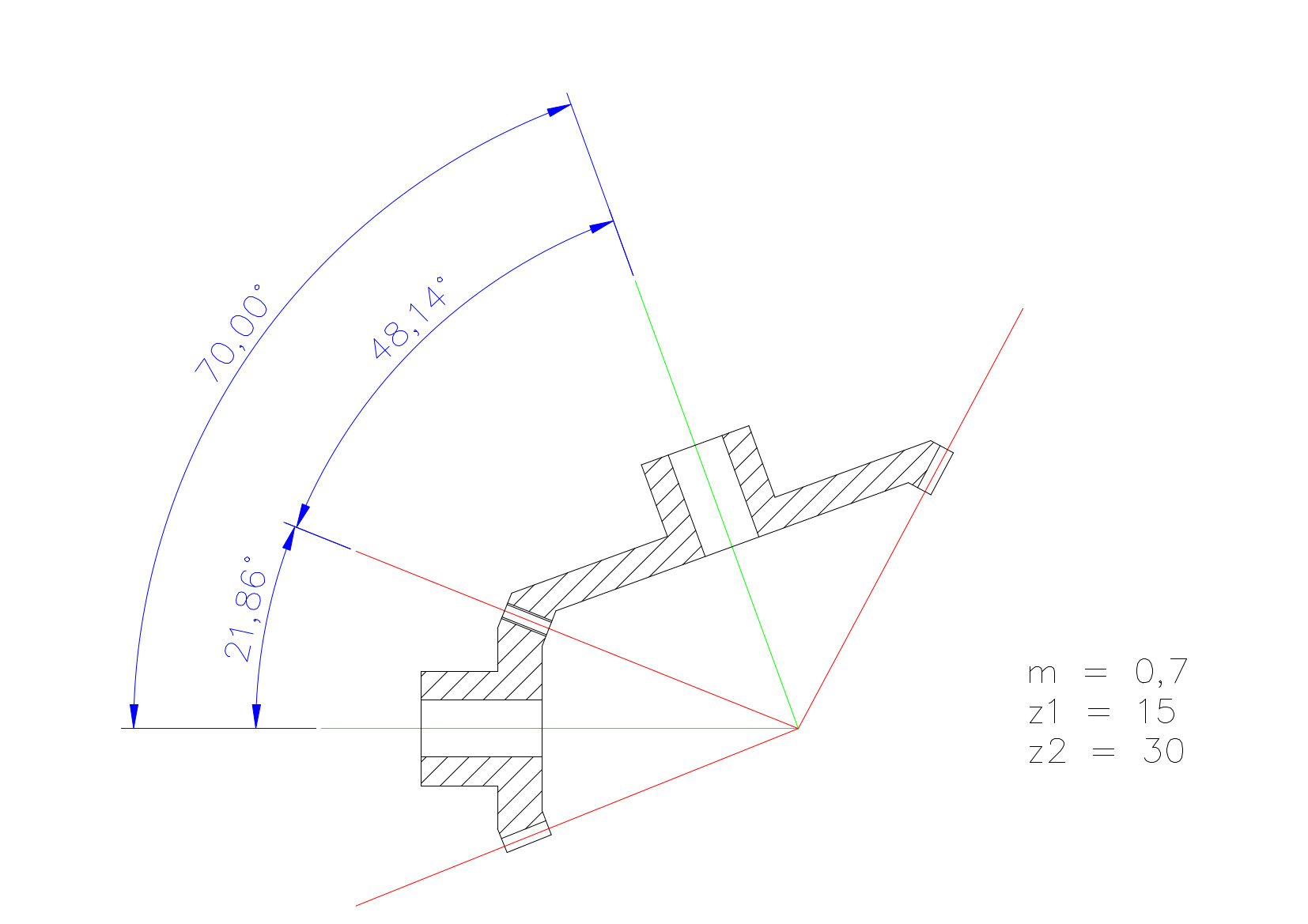
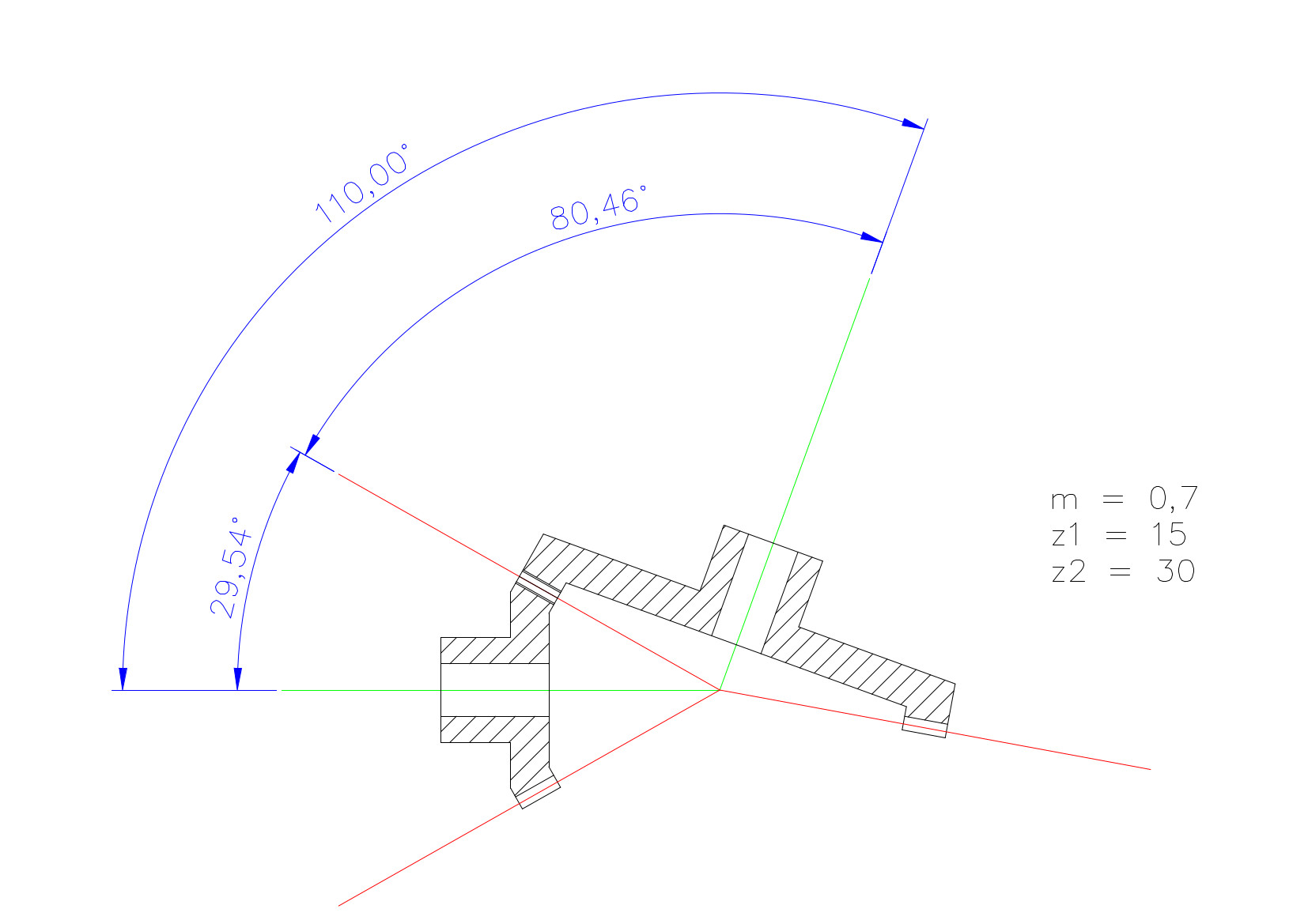
Die folgenden beiden Bilder 11 und 12 zeigen exemplarisch Situationen von Kegeltrieben mit nicht senkrecht aufeinander stehenden Achsen:
Auch für diese Erweiterung ist eine Tabellenkalkulation erhältlich.